
You don’t have to take our word for it: It has been proven many times over by military and commercial aircraft operators—as well any industry depending on large, powerful diesel and turbine engines—that active monitoring and data analysis can prevent failure and reduce the overall cost of operation. These days, sophisticated computerized engine controls are common in many applications, but the typical piston-powered aircraft still runs with instrumentation based on 1930s technology.
Looking back, the results were predictable, but the pilots and operators of earlier aircraft rarely had a choice. Advances in technology today allow precise engine monitoring and data evaluation so as to accurately predict and prevent upcoming partial or complete engine failures. In fact, monitoring has improved to the point that it’s rare for a modern and properly maintained—and operated—piston aircraft engine to fail without some kind of warning. The operator’s job is to conduct appropriate monitoring and analysis, and then to act when the data indicate a problem. Establishing an engine monitoring program and the minimal investment in equipment and training can be a significant factor in improving safety and reducing the overall cost of operation.
Background
In the early days of aviation, pilots soon learned the sounds, smells and other warnings given off by an engine that told of trouble brewing. Pilots also learned to heed the warning signs and land as soon as possible. Flights in single-engine aircraft were planned over areas that could make a forced landing survivable, and traffic patterns were flown close to the airport to improve the chance the forced landing after an engine failure would wind up on the airport.
In later years, piston-powered transport operators—think Douglas DC-6 and Lockheed Constellation—began monitoring and recording (by hand) each and every engine and flight instrument indication at regular intervals. Flight engineers (remember them?) often had an oscilloscope at their duty station for in-flight analysis. The recorded data and resulting trends were analyzed by experienced technicians and abnormal indications were investigated. If necessary, repairs were initiated promptly. While the tools are a lot different today, the basic process hasn’t changed much.
Monitoring engine health
Monitoring and recording engine data during operation can have a major impact on maintaining engine reliability, safety and economy. Even though it’s 20 years old, FAA Advisory Circular 20-105B, “Reciprocating Engine Power Loss Accident Prevention and Trend Monitoring,” has a wealth of information regarding trend monitoring and sample forms. It includes the bold statement that approximately 70 percent of power-loss accidents attributed to improper maintenance and/or inspection “could have been avoided if the owner/operator instituted an aggressive training program for pilots and mechanics and incorporated a trend monitoring program.”
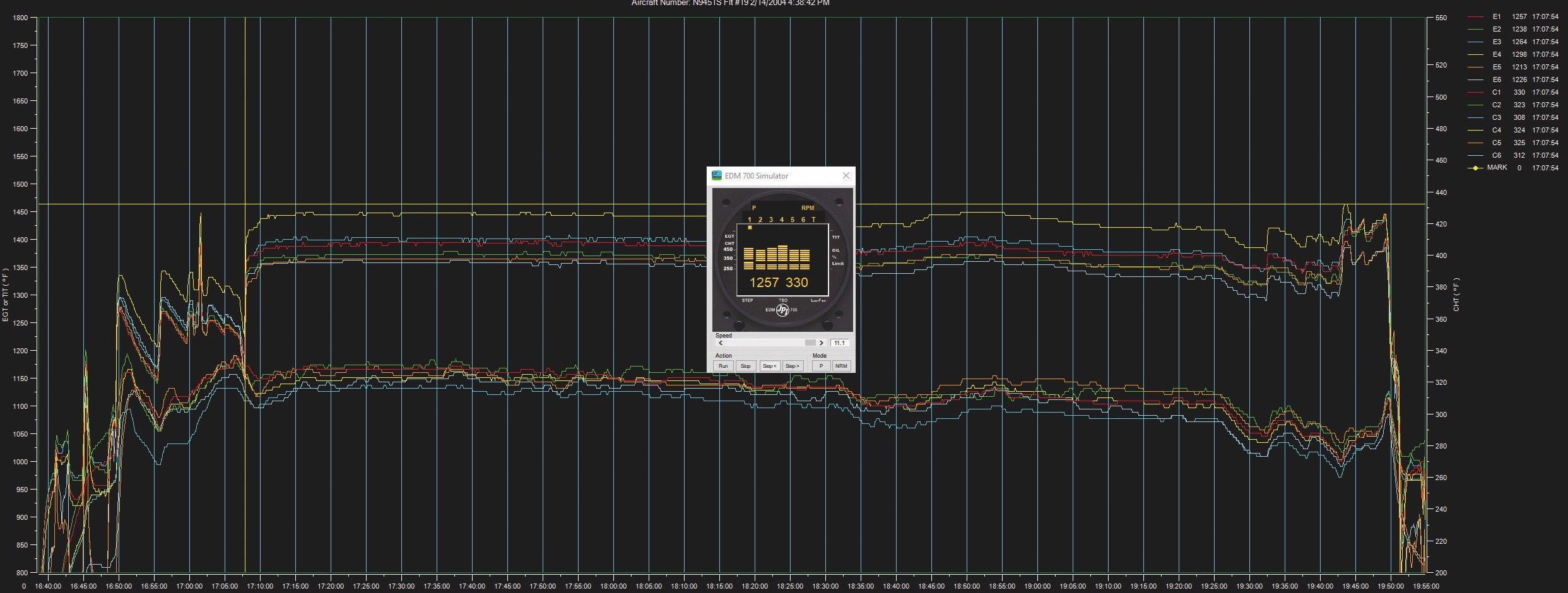
Relatively recent electronic instrumentation eliminates a lot of the guesswork of engine monitoring. Most important is that instrumentation—electronic or analog—must be checked and calibrated to ensure accuracy. A regular problem with many electronic instruments is sensor failure. Exhaust gas and turbine inlet temperature probes probably have the harshest duty, so it’s not surprising when they fail. But before they fail, they can create some excitement by sending erroneous data. If what you’re seeing can’t be right, maybe it isn’t. But maybe it is—a long-term understanding of that particular value and cross-checking with other instruments can resolve the question.
Checking and calibration can be especially important for mechanical instruments like tachometers, which are notorious for being inaccurate, with errors of as much as 200 rpm. Once errors like this are allowed to creep into our analysis, they nullify any attempt at precise information and can promote costly unscheduled maintenance. They also can be responsible for damage to an engine, propeller and accessories if they lead to operations in excess of maximum permitted values.
The trick is making sure you’re not operating the engine without understanding and honoring the manufacturer’s established maximum, minimum and recommended operational limits. The FAA’s type certificate data sheet includes the operating limits for a particular engine, and manufacturers’ operator manuals also include this data, plus often-detailed operating procedures. Many of these manuals are available online for free or little cost and are invaluable sources of information.
While in-flight engine monitoring for temperature or pressure peaks and valleys is an important basic airmanship skill, the real value of modern instrumentation is in identifying long-term trends. If a cylinder’s temperature starts a trend away from normal over several flights, that’s a good signal that its baffling may be in disrepair or a fuel injector is partially clogged. The same is true for oil analysis, which identifies the impurities in used oil after it’s changed and sent off to a lab. A single analysis report won’t tell us nearly as much as a series of reports compared to each other. See the sidebar above for some additional details on engine oil analysis.
It goes without saying that data collected must be acquired under similar conditions such as outside air temperature, warm engine, cruise power, etc. Get to know your aircraft and what are to be considered normal readings, and include engine instruments in your usual scan of the instrument panel.
Abnormal indications must be assessed and decisions made as to what would constitute an emergency or just an abnormal reading. A recent engine failure (seizure) we’re aware of was preceded by fluctuating oil pressure readings stemming from a minor oil leak and depleted oil supply. When questioned, the pilot remarked that oil pressure values had intermittently dipped and returned to normal, then began fluctuating before suddenly indicating zero during the last 10 minutes of flight. The engine seized shortly thereafter and the aircraft was destroyed during an off-airport landing.
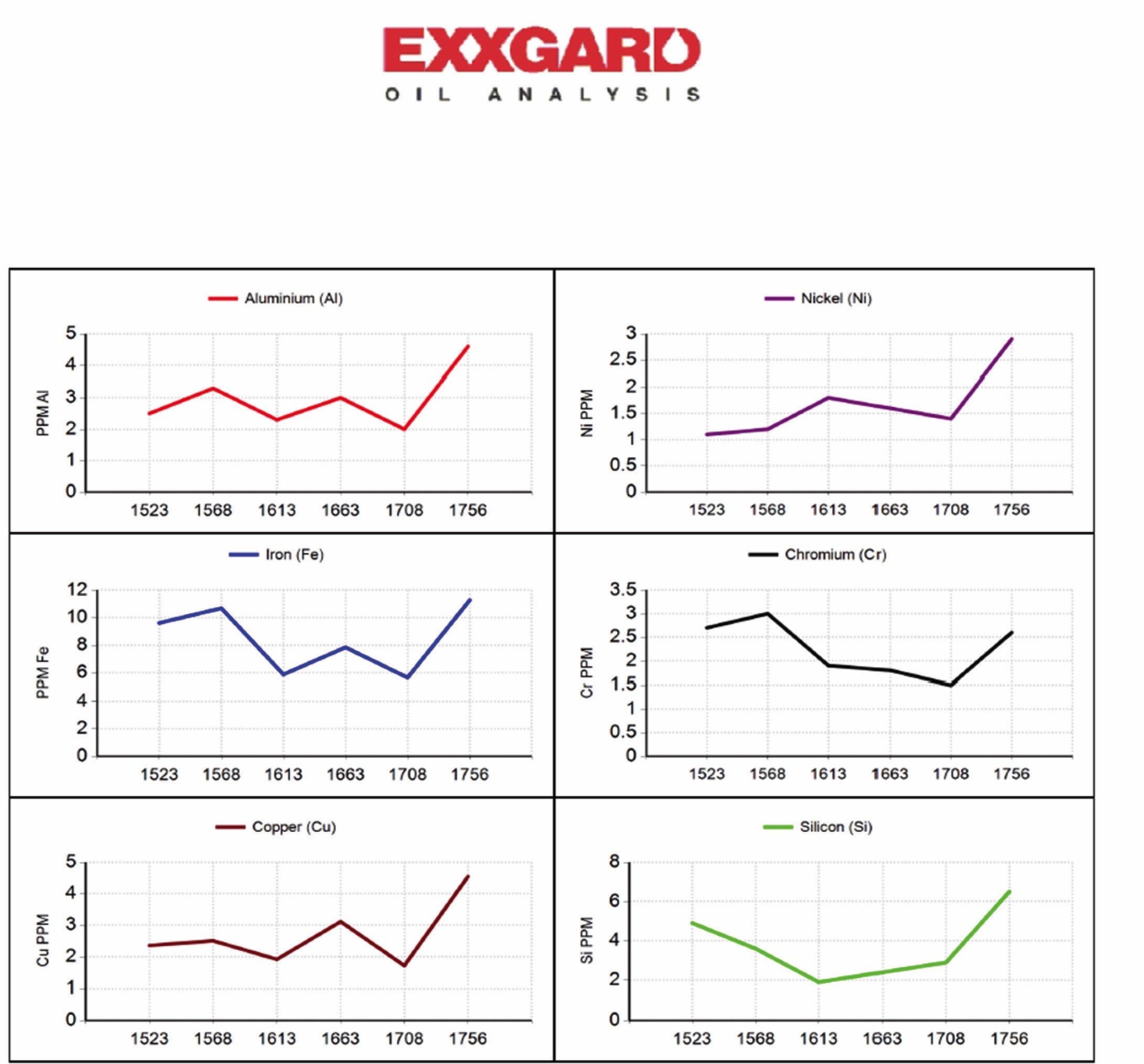
According to ExxonMobil, analyzing used oil for, among other things, wear metals can help identify “the changing condition of the various parts of the engine oil system. This includes oil pump, gears, bearings and other metallic parts that may rub and generate wear debris. It is important to establish a practical interval to extract oil samples from the engine so good baseline data is recorded and used for comparison purposes if failures produced increased wear metals.” The graphs above, also from ExxonMobil, show representative values over time for various metals likely to be present in engine oil.
Of course, engines are built from several different metals. “The most common wear metal to show movement [over time] is iron, because most bearings have a high percentage,” ExxonMobil says. Increased values for chromium, also used in bearing construction, is another indication of bearing wear. Elevated levels of silicon, meanwhile, may indicate the engine air induction system requires maintenance. Elevated lead levels may indicate excessive piston ring blow-by, allowing combustion byproducts from leaded aviation gasoline to mix with the oil in the crankcase. A compression check of all cylinders would be one way to identify the culprit. Oil analysis works best when it’s performed over time and used to identify trends. —J.B.
Signs of Trouble
As a pilot, it is important that you have a basic knowledge of aircraft systems, so you not only monitor the instruments in your aircraft but also have some insight as to significance of what an abnormal reading may be telling you. A good habit to get into is to verify that the switch, valve or control you just moved or activated actually produced the desired result.
Working from engine start, did the oil pressure increase normally or did it take more than the familiar 10 seconds to indicate normal pressure? When you advanced the throttle for takeoff, did you verify that the engine was producing full power early in the takeoff roll? When you switch fuel tanks, do you monitor the fuel pressure (if equipped to do so) to ensure that fuel is being delivered to the engine? During flight, decreasing oil pressure below the minimum limit is an indication of insufficient lubrication and impending engine failure. High oil temperature, if allowed to continue, will likely damage the engine, and failure is a distinct possibility. Low or fluctuating fuel pressure can cause a reduction in power or engine failure due to insufficient fuel supply.
What about an alternator or generator failure? Normally, it may not seem so serious and simply an inconvenience. If it’s a gear-driven alternator, however, there could b a mechanical problem causing internal engine damage. Vibration, depending on the severity, can also be an indication of impending engine failure. A sudden splash of oil on the windshield is something that will get your attention in a hurry.
Is This The Best We Can Do?
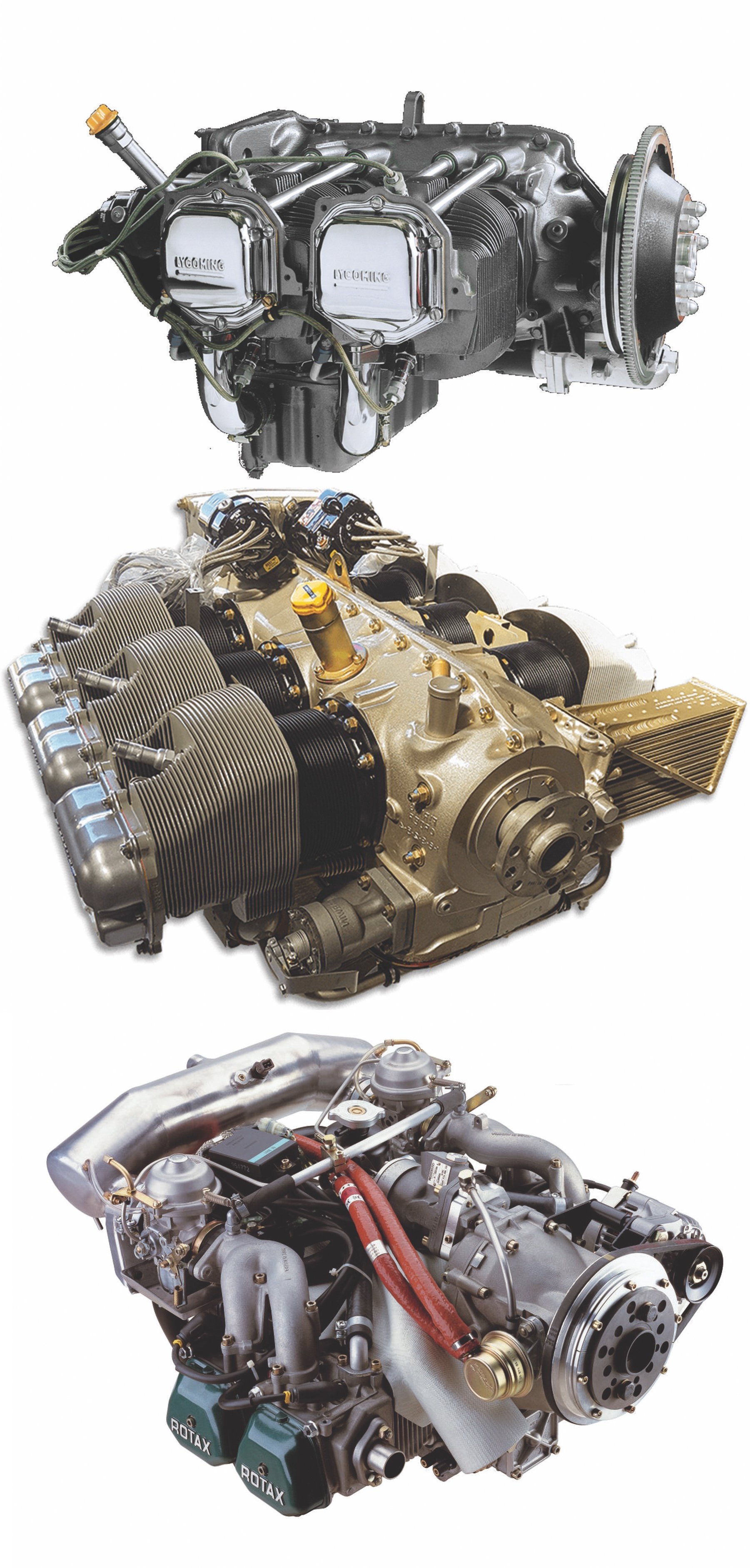
Air-cooled piston aircraft engines are designed with several features such as light weight, rated performance for the life of the engine, reliability and economy. A popular engine like the Lycoming O-360 (top) used in current production aircraft started life with an initial type certificate application in 1960. The Continental O-470 (middle) has a paper trail going back even further, to 1952.
While many elements of the basic horizontally opposed engine configuration has remained unchanged over the years, it’s also true that improvements have been made to increase reliability and extend the published time between overhauls (TBO) to almost double that of the original specifications. Over the years, improvements in metallurgy, computer-controlled manufacturing processes and lubricants, plus enhanced maintenance and inspection procedures have improved—continue to improve—reliability, longevity and efficiency.
But there’s only so much refinement that can be levered into a flat, air-cooled engine like the O-360 or the O-470. The relatively slow-turning engines with fixed valve and ignition timing consume greater quantities of aviation fuel than a modern automobile engine of comparable horsepower and suffer other operational challenges (e.g., carburetor ice). Of course, it’s the rare auto engine that is government-certified to run all day at 100-percent power.
That’s where newer powerplants like the Rotax 912ULS (bottom) start to shine, especially in lower-power applications like LSAs. With liquid cooling, electronic ignition, dual carburetors and higher rpm reduced through a gearbox, there’s greater opportunity for powerplant engineers to take advantage of the technological advances of the last 70 or so years. Put another way: today’s typical piston aircraft engine is the worst possible solution. Except for all the others.

Green Means Stop
One of the more vexing engine maintenance challenges over the years has been inspecting and interpreting valve condition. Traditional borescopes were limited in flexibility and resolution, but recent advances in digital camera technology means every hangar can have a high-resolution inspection capability for all of an airplane’s nooks and crannies, even engine valves. But what are you looking for?
The four valves pictured here were photographed while installed on an operating engine. They tell a tale, but only one of them displays signs of imminent failure. Valve #1, perhaps the gnarliest of the bunch, actually shows good health. Thick lead deposits mean we might want to lean a bit better, but the roughly concentric patterns are a good sign. The red and orange coloration is typical. Likewise, valve #2 also shows concentric patterns, but without the lead. Valve #3, which looks like a pizza, displays even greater lead deposits, but neither the coloration or overall appearance is worrisome. Valve #4, on the other hand, is a problem child. The green color and its crescent shape at the top are signs of uneven heating. The valve isn’t seating properly—which prevents proper cooling—and has overheated. Failure is coming. Green means stop. —J.B.
Maintenance Checks
Regular engine inspections should include differential cylinder compression checks at annual or 100-hour intervals. Low compression readings in one or more cylinders may require further checking or repairs. As the sidebar above explains, borescope technology has recently improved to facilitate such inspections.
Compliance with manufacturers’ service bulletins and other materials, while generally not required for Part 91 operators, are important to consider as they may specify additional inspections or tests to determine the serviceability of components during the service life of the engine. An example is Lycoming Service Bulletin 388C, “Procedure to Determine Exhaust Valve and Guide Condition.” Lycoming states: “Failure to comply with the provisions of this publication could result in engine failure due to excessive carbon build up between the valve guide and valve stem resulting in sticking valves or; broken exhaust valves which result from excessive wear (bell-mouthing) of the exhaust valve guide.”
Regular visual inspections can reveal a surprising number of deficiencies: fuel stains around the upper cylinder can indicate a simple leaking injector or perhaps a cracked cylinder. Oil leaks should never be taken lightly as they can indicate a cracked crankcase or cylinder. Exhaust leaks and cracks are another source of trouble that a simple visual inspection may reveal.
Monitoring and analyzing an engine’s health has proven beneficial to all operators of expensive, mission-critical powerplants, from piston aircraft engines to huge diesels powering ships and to turbines in your nearby electrical generation plant. Take the time to study the operator manual for the engine you operate and become familiar with its procedures and limitations. Install a good engine monitor. Analyze its data, Have your engine oil analyzed. Fly safe.
Mike Berry is a 17,000-hour airline transport pilot, is type-rated in the B727 and B757, and holds an A&P ticket with inspection authorization.


